供应数控冲头焊接 冲剪机冲头 上海冲头加工工艺 擎扬供
冲头凹模套订制 SKD11镀钛凸模 上海拉伸模凹模 擎扬供
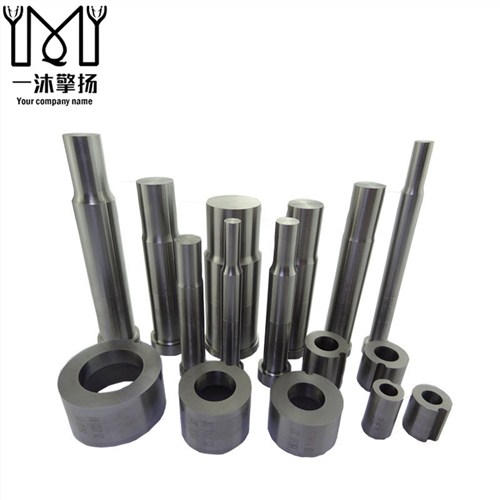
冲压模具用零件:冲头又名冲针、凸模,种类可分为
直杆型凸模、顶料型凸模、肩型凸模、杆部止动凸模、定位销孔型凸模、厚板冲裁凸模、刻印凸模、刻印方型凸模、倒角凸模、拉伸凸模、PVD镀钛涂层冲针、钨钢冲头、数控冲头、硬质合金冲针、粉沫高速钢冲针
SKH51冲针、SKD11冲头、DC53冲针、三节冲头、抽芽冲头、沙拉冲头、子母冲头、子母异形冲针、引导冲针、导正销、翻孔冲针、成型冲头、椭圆冲头、四方冲头、六角冲针、异形冲针、非标冲针等精密冲压模具配件订制。
凹模套包含衬套、凹模镶件、下模、数控凹模、异形衬套、拉伸凹模等标准。
SKD11冲头是日本牌号相对中国材料是Cr12MoV,其材质特点:
(1)进行了真空脱气精炼,因此内部质量极为清洁。
(2)机械加工性良好,淬透性良好,空冷就能硬化,无需担心淬裂。
(3)热处理变形非常小,淬火偏差极小,适合有精度要求的模具。
(4)耐磨性好,适合用作锈钢或高硬材料的冲裁模 。
(5)韧性良好,热处理淬火后硬度可达到HRC58°~62°。
SKH-51冲头高速钢材质特点:
(1)碳化物组织细微、整齐、分布良好、组织均匀。
(2)耐磨性和韧性比较均衡。
(3)耐磨性比高铬高碳钢高2倍,韧性强1.5倍。
(4)富有热作、冷作可塑性,被削性和研磨性也良好。
(5)因为是碳含量上的增减,因此不损坏高温特性,可连续且大幅度改变钢材性质。
(6)可抵抗600℃高温不易软化,红硬性良好,热处理淬火后硬度可达到HRC64°。
数控冲床冲孔机和数控角钢生产线在加工时,因为间隙的选择不当,而造成冲出的孔型不好或者冲头凹模套使用寿命不长。
选择一个合理的间隙,才能保证孔的断面质量、尺寸精度,并使模具寿命提高。但分别从质量、冲压力、模具寿命等方面要求确定合理间隙并不是同一个数值,只是彼此接近。考虑到冲压模具制造中的偏差及使用中的磨损,通常只能选择一个适当的范围作为合理间隙。
尺寸精度、断裂面垂直度要求高的制件应选用较小间隙值,断裂面垂直度与尺寸精度要求不高的冲压件,应该以降低冲裁力、提高冲压模具寿命为主,可采用较大间隙值。其值可按下列经验公式来计算。
对于软材料(假设材料厚度为t,间隙为c):
当 t = 1 ~ 4mm, c = (5% ~8%)t
t = 4 ~ 5mm ,c =(8% ~10%)t
硬材料
t = 1 ~ 4mm, c = ( 6% ~8% )t
t = 4 ~ 8mm, c = ( 8% ~ 13%)t
由此可见,材质越硬,材料越厚,选用的间隙应该越大。
1、孔径的基准判定
数控液压冲孔机和数控角钢生产线冲孔时,孔径的标准都是以凸模的直径为基准。如果图纸标注的是ф18.6mm, 则选择冲头的直径为18.6mm,通过凹模的尺寸变化来调整模具间隙。
2、凹模的选择
凹模人刃口直径尺寸=冲头直径+单侧冲压间隙x2。
数控液压冲孔机和数控角钢生产线主要用在电力铁塔、通讯铁塔和钢结构加工中,冲压的材料主要是碳钢如Q235,Q345,Q420等。根据碳钢材料的变形特点,电力铁塔、通讯铁塔和钢结构加工的要求,单侧冲压间隙一般选择材料厚度的0.08-0.1倍。